

مقاله RTM (آر تی ام)
مقدمه
يکي از پيشرفت هاي عمده و مهم صورت گرفته در زمينه مواد صنعتي، کامپوزيت ها يا مواد مرکب (Composite) مي باشد. ترکيبات ايجاد شده در ساخت کامپوزيت ها علاوه بر بهبود خواص مکانيکي، سبب افزايش چشمگير نسبت استحکام به وزن و نسبت سفتي به وزن مي گردد. معمولا کامپوزيت هاي پليمري از لحاظ نوع فرايند ساخت، به دو دسته عمده روش هاي قالب باز (Open-Mold) و روشهاي قالب بسته (Closed-Mold) تقسيم مي شوند.
روش هاي قالب باز شامل قالب تک جهته (قسمت نر يا ماده) می باشد در حالیکه روش هاي قالب بسته، از قالب هاي دو تکه بصورت نر و ماده استفاده مي شود. يکي از مشخصه هاي ويژه قطعات توليد شده با استفاده از روش هاي قالب بسته اين است که برخلاف روش هاي قالب باز، هر دو سطح قطعه صاف و صيقلي و با کيفيت مي باشند. همچنين، کيفيت تمام قطعات توليد شده، کاملا يکسان و يکنواخت است.
انواع روش های قالب بسته
روش هاي قالب بسته معمولا به دو گروه عمده، قالب گيري با استفاده از قالب هاي تطبيقي (Matched-Die Molding) و روش هاي قالب گيري مايعي (Liquid Molding) تقسیم می شود.
روش قالب گيري مايعي نيز شامل زيرگروه هاي قالب گيري تزريقي رزين يا RIM (Resin Injection Molding) و قالب گيري انتقالي رزين يا RTM (Resin Transfer Molding) مي باشد. در اين ميان، با توجه به مزاياي زياد فرايند RTM، اين روش ساخت، از جايگاه ويژه اي برخوردار شده است.
تعريف فرايند RTM
RTM يک فرايند قالب بسته کم فشار است که از طريق آن با بکارگيري پليمرهاي مايع گرماسخت تقويت شده با انواع گوناگون الياف، قطعه اي با کيفيت سطح و دقت ابعادي بالا توليد مي شود. در اين فرايند الياف بصورت هاي مختلف پارچه بافته ، الياف سوزني و … به شکل خشک درون قالب قرار داده مي شوند. اين الياف يا قبلا به شکل دقيق قالب تهيه مي شوند که اصطلاحا پريفورم ناميده مي شوند، يا در حين فرايند قرار دادن آنها در قالب، با دست و نهايتا نيروي نگهدارنده قالب شکل داده مي شوند.
پس از آنکه الياف درون قالب قرار داده شد و قالب بسته شد،ترکيب يک رزين پليمري با کاتاليزور به درون قالب بسته تزريق مي گردد، بنحوي که همه فضاهاي خالي لابلاي الياف را پر نموده و الياف از مايع رزين اشباع شود. بمنظور جلوگيري از چسبيدن قطعه توليد شده به بدنه قالب و همچنين حصول کيفيت سطح مطلوب، معمولا روي سطح قالب پوشش ژل قرار داده ميشود.يکي از مزاياي مهم و ذاتي فرايند RTM فشار مورد نياز پايين، جهت تزريق رزين است. معمولا در فرايندهاي RTM، فشار تزريق رزين از 690 کيلو پاسکال تجاوز نمي کند. در مجموع فرايندهاي RTM در مقايسه با فرايندهاي قالب باز داراي برتري هاي زيادي است که برخي از آنها عبارتند از: کمتر بودن ميزان انتشار گازها و بخارهاي سمي ناشي از عمليات پخت رزين، شرايط کاري تميزتر، توليد قطعات کامپوزيتي دقيقتر، کيفيت خوب هردو سطح قطعه توليد شده و فرايند توليد سريعتر.
با وجود مزاياي زياد فرايند RTM، بدليل هزينه بالاي ساخت قالب و نياز به گيره هاي نگهدارنده قالب و تجهيزات کمکي، در مجموع اين فرايند از نظر هزينه و حجم توليد، بين دو دسته فرايندهاي قالب باز کم هزينه و فرايندهاي پرهزينه قالبگيري با پرس با توليد انبوه قرار داشته و فرايندي متوسط محسوب مي گردد.
تاريخچه فرايند RTM
براي اولين بار، در اوايل دهه 1940 نيروي دريايي ايالات متحده از روشي مشابه فرايندهاي RTM امروزي که روش ماركو (Marco) ناميده شده بود، براي ساخت قايق هاي کامپوزيتي استفاده نمود. براي ساخت اين قايق ها از يک نوع پلاستيک پليمري و الياف شيشه استفاده شده بود. در اوايل ١٩٥٠ در انگلستان صنايع گوناگوني از فرآيند RTM بعنوان روشي پيشرفته تر نسبت به لايه گذاري دستي استفاده كردند. در اوايل دهه هفتاد نيز فرايند RTMبه شكل محدودي جهت ساخت قطعات نيروي دريايي استفاده شد .
اما رشد چشمگير و روز افزون استفاده از فرايندRTM به اواسط دهه هشتاد بر مي گردد. از اين سالها به بعد، فرآيند RTM مورد توجه بسياري از صنايع از قبيل صنايع هوافضا، نظامي، خودروسازي، الكترونيك، صنايع مكانيكي ,تجهيزات ورزشي و … قرار گرفت. در دهه اخير پيشرفت بسيار چشمگيري در زمينه ساخت سازه هاي کامپوزيتي با شکل هندسي پيچيده و درصد حجمي الياف با مقادير بالا انجام شده است.
مزايا و امتيازات فرايند RTM
امتيازات متعدد اين فرآيند را ميتوان دليلي بر رشد روزافزون آن دانست. برخي از ويژگيهاي مهم اين فرآيند عبارتست از:
- كنترل عالي بر روي خواص مكانيكي قطعه به جهت امكان آرايش دادن الياف در داخل قالب در جهات مطلوب.
- چرخة زماني كوتاه در مقايسه با فرآيندهايي كه امكان كنترل خوب بر روي آرايش الياف وجود دارد؛ مثل فرآيند رشته پيچي.
- پايين بودن محدوده فشار در حين تزريق (كمتر از 5 اتمسفر). اين مسئله امكان استفاده از قالبهاي ارزان قيمت را ميسر مي سازد.
- امكان توليد قطعات بزرگ با اشكال هندسي پيچيده.
- عدم انتشار مواد شيميايي در محيط بدليل بسته بودن قالب.
- امكان استفاده از انواع مختلف رزين و الياف اعم از الياف كوتاه، بافته شده، سوزني و …
- قابليت اتوماسيون.
- قابليت تبديل به فرآيند با نرخ توليد بالا.
- امکان کاهش درصد حفره و حباب تا حد بسيار ناچيز از طريق كنترل پارامترهاي متعددي كه در اين فرآيند بر روي پديده مذكور مؤثر مي باشد.
انواع رزين و الياف مورد استفاده در فرايند RTM
رزين هاي مورد استفاده در فرايند RTM، معمولا پليمرهايي از خانواده اپوکسي، وينيل استر، پلي استر و يا فنليک مي باشند. در ميان تقويت کننده هاي مختلف مورد استفاده در اين فرايند، الياف شيشه بيشترين کاربرد را دارا ميباشد. در شکل 1 نمونه هايي از الياف شيشه مورد استفاده در اين فرايند نشان داده شده است.

شکل 1- نمونه هاي مختلف از الياف شيشه مورد استفاده در فرآيند RTM
ساير تقويت کننده ها از جمله الياف کربن و آراميد يا کولار، پر هزينه تر از الياف شيشه بوده و به تنهايي يا در ترکيب با يکديگر براي کاربردهاي ويژه و شرايط دشوارتر بکار گرفته مي شوند.
معمولا در يک فرايند RTM، علاوه بر رزين هاي پليمري و تقويت کننده هاي الياف، از کاتاليزور و پرکننده هاي معدني نيز استفاده ميشود. از پرکننده هاي معدني براي افزايش ديرسوزي، بهبود مدول خمشي، کاهش ترک در قطعه و افزايش کيفيت سطح نهايي استفاده ميشود.
تشريح فرايند RTM
فرايند RTM از مراحل مختلفي تشكيل مي شود كه شماي كلي آن در شكل 2 نشان داده شده است.

شکل 2- مراحل مختلف چرخة فرآيند RTM
همانطوری که گفته شد، بطور کلي تمام مراحل فرآيند RTM را مي توان به دو دسته عمده قالب باز و قالب بسته تقسيم كرد. دسته قالب باز شامل تمام مراحلي است که در شرايط باز بودن قالب جهت توليد قطعه کامپوزيتي انجام مي شود و عبارتند از: عمليات تميزکاري قالب, اعمال لايه جداساز و پوشش ژل بر سطح قالب، قرار دادن الياف در داخل قالب. دسته قالب بسته نيز شامل تمام مراحل مربوط به فرايند در حاليکه قالب بسته است، مي باشد و از دو مرحلة کلي شامل تزريق رزين يا پرشدن قالب و پخت نهايي تشکيل مي گردد.
فرايند RTM از چهار مرحله کلي تشکيل مي شود که عبارتند از: آماده سازي الياف و قرارگيري در قالب، تزريق رزين و پرشدن پريفورم، عمليات پخت رزين و تشکيل ماتريکس، و جدايش قطعه و عمليات تکميلي. شکل 3 مرحله پرشدن پريفورم بر اساس فرايند RTM سنتی در قالب هاي صلب و شکل 4 نیز مرحله پرشدن پريفورم بر اساس فرايند RTM اصلاح شده با قالب هاي نيمه انعطاف پذير را نشان می دهد.
 شکل3-مرحله پرشدن پريفورم بر اساس فرايند RTM سنتي در قالب هاي صلب
شکل3-مرحله پرشدن پريفورم بر اساس فرايند RTM سنتي در قالب هاي صلب
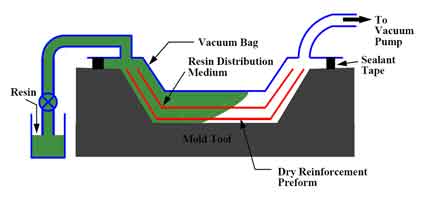
شکل4- مرحله پرشدن پريفورم بر اساس فرايند RTM اصلاح شده با قالب هاي نيمه انعطاف پذير
به این مقاله امتیاز بده
[ratings]
مقاله قبلی سایت تخصصم اینه را می توانید اینجا بخوانید
همچنین شما دوست عزیز و متخصص نیز می توانید مقالات خود را با اسم خودتون (شرکت، اشخاص و مخترعان) به همراه تبلیغ محصولات و خدمات خود در آخر آن در سایت تخصصم اینه به رایگان منتشر نمایید. اینجا کلیک کنید تا شرایط نوشتن و فرستادن مقاله را مشاهده نمایید.
در فرم زیر نیز می توانید ایمیل خود را برای دریافت آخرین مقاله های سایت وارد نمایید.