

پالتروژن (Pultrusion) یک فرآیند پیوسته است که برای تولید پروفیل های کامپوزیت پلیمری تقویت شده با الیاف (fiber-reinforced polymer (FRP)) با سطح مقطع ثابت استفاده می شود. انواع کامپوزیت ها یک ماده ترکیبی هستند که معمولا از یک پلیمر ترموست یا ترموپلاستیک تشکیل شده است که با الیاف شیشه، کربن، الیاف آرامید یا ترکیبی از آنها تقویت شده است. فرآیند پالتروژن در اوایل دهه 1950 با کار W. Brandt Goldsworthy در ایالات متحده بر روی رزین های پلی استر و Ernst Kühne در سوئیس روی رزین اپوکسی آغاز شد. از آن زمان تا کنون، این صنعت در سراسر جهان به حدود 350 شرکت تولیدکننده بزرگ گسترش یافته است که سهم بازار 10 شرکت بزرگ تقریبا 40 درصد است.
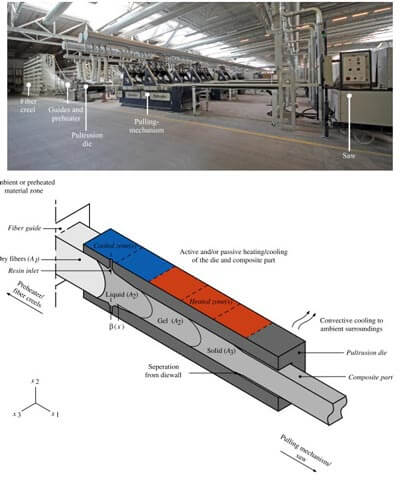
امروزه، کامپوزیتهای FRP در حال تبدیل شدن به یک انتخاب مواد به طور فزایندهای محبوب در بسیاری از صنایع هستند و محصولاتی که با استفاده از فرآیند Pultrusion تولید میشوند، از این امر مستثنی نیستند. به عنوان مثال، بازار اروپا برای پلیمرهای تقویت شده با الیاف شیشه (1.1 میلیون تن، 2017) از سال 2009 رشد ثابت سالانه 2% را تجربه کرده است، که از این میان صنعت پالتروژن (53000 تن، 2017) سریعترین بخش در حال رشد بوده است (6٪ در سال 2017). دو طرح رایج فرآیند پالتروژن جهت تولید قطعه، فرآیند پالتروژن حمام رزین (resin-bath pultrusion (RBP)) و فرآیند پالتروژن تزریق رزین (resin-injection pultrusion (RIP)) هستند. فرآیندهای pultrusion شامل اجزای مختلفی می باشد که در شکل زیر می بینید.
پالتروژن چیست؟
امروزه با پیشرفت تکنولوژی وافزایش بهره وری در تولید و مصرف مواد، اعم از قیمت، استحکام به وزن، سبکی، سهولت کار با ماده و روش تولید، نیاز به کمترین انرژی برای تولید و….، که کامپوزیت ها یک راه حل مناسب در این مورد می باشد. با افزایش کاربرد کامپوزیت ها و نیازبه جایگزینی مواد مختلف با کامپوزیت، روش های گوناگونی برای تولید قطعات به وجود آمده است. همانند روش دستی، انتقال رزین، روش رشته پیچی ، پالتروژن و…. برای آشنا شدن با روش های ساخت کامپوزیت ها روی آن کلیک کرده و مطالعه نمائید.
پالتروژن فرایندی است کم هزینه، حجم تولید بالا و با كیفیت مناسب که در این فرایند الیاف آغشته شده در رزین کشیده میشود به طرف قالب تا قطعه ساخته بشود. این فرایند شبیه فرایند اکستروژن فلزات می باشد با این تفاوت که به عوض فشار دادن به داخل قالب که در فرایند اکستروژن هست در فرایند پالتروژن، مواد از داخل قالب به بیرون کشیده می شود. با فرایند پالتروژن قطعات با مقطع ثابت و طویل پیوسته ساخته می شود. در این فرآیند كسر حجمی الیاف از متوسط رو به بالاست.
تاریخچه پالتروژن
توسعه عمده این فرایند ابتدا در امریکا انجام شده است و اولین اختراع در این زمینه در سال 1946 در خصوص تولید میله ماهیگیری به صورت تجاری به ثبت رسید. قطعاتی که در فرایند های اولیه تولید میشد سطوحی خشن داشتند که به وسیله ماشینکاری آنها را به صورت مطلوب در میآورند. با توسعه فرایند از قالب گرم به منظور دستیابی به سطوحی صاف استفاده شد که در دهه 1950 تکمیل گردید. در قطعات اولیه فقط از الیاف تک جهته استفاده میشد لکن پس از آن استفاده از پارچه های بافته شده و پارچههای نمدی رایج گردید و این سبب تولید انواع قطعات با این فرایند شد.
پالتروژن ترموست چیست؟
پالتروژن ترموست یک فرایند ساده، کم هزینه، پیوسته، واتوماتیک است. شکل 1 یک نمونه از فرایند پالتروژن را نشان میدهد که در آن الیاف آغشته شده به رزین که بطرف قالب برای گرم کردن با سرعت ثابت کشیده می شود. چون ماده از بین قالب گرم عبور می کند قسمتی از آن یا همه آن پخته میشود. معمولا قطعات بدست از پالتروژن دارای صافی سطح تمام شده خوبی هستند و نیازی به عملیات پرداختکاری مجدد ندارند.

شکل 1: تصویری از فرایند پالتروژن ترموست
دسته بندی کاربردهای محصولات تولید شده به وسیله پالتروژن
- ضد خوردگی: قطعات در کارخانجات محصول شیمیایی با محیط شدیدا مخرب مثل صفحات شناور استخراج نفت و گاز در دریا، درهای مشبک، نردبان، اجزای سیستمهای مختلف.
- ساختمان: چارچوب در و پنجره، قطعات پیش ساخته، پروفیلهای مختلف حفاظت کننده، تیرها، مجاری سیال و…
- مواد مصرفی، ورزشی و تفریحی: آنتنها، موانع عبور، اجزای اسکی، چوب اسکی، نردبان، اجزای چادر و…
- الکتریسیته: نردبان عایق، مسیرهای کابل، اجزای عایق کننده، پوششهای عایق.
- حمل و نقل: اطاقهای کامیون هم دما، تقویت ضد ضربه، فنرهای تیغه ای، مجاری مقاوم و…
- سایر صنایع: پرده بادزن و هواکش، پروفیلهای مبلمان اداری و…
- هوا فضا: اجزای هدایت هواپیما و…
مواد خام اولیه مورد استفاده در صنعت پالتروژن ترموست
پالتروژن برای ساختن قطعاتی با الیاف تک جهته استفاده می شود. شیشه E، شیشه S، کربن، و الیاف آرامید به عنوان تقویت کننده استفاده می شوند بیشترین نمونه به کار رفته دسته الیاف نتابیده الیاف شیشه می باشند. همچنین الیاف پارچه ای و حصیری شکل نیز برای افزایش استحکام دو جهته و چند جهته استفاده می شوند. شکل 2 قطعه کامپوزیت پالترود شده در حالت انفجاری را نشان می دهد. پلی استر اشباع نشده بیشترین ماده رزینی است که در فرایند پالتروژن استفاده می شود. پیشنهاد استفاده از پالترژن یک کار و پیشنهاد خوب از نظر هزینه و همچنین راحتی فرایند می باشد. وینی لسترها و اپوکسی ها می تواند برای بهبود خواص به کار برده شود، اما تهیه کردن این رزین ها مشکل تر انجام می شود. بعلاوه سرعت کششی این رزین ها کم است، زیرا واکنش رزین پایین می باشد.
نمونه های مختلفی از پر کننده ها اضافه می شوند به رزین پلی استر برای بهبود مشخصه هایی چون عایق کردن، مقاومت شیمیایی، مقاومت در برابر آتش گیری و کم کردن هزینه های کلی.

شکل 2: قطعه کامپوزیت پالترود شده در حالت نقشه انفجاری
ابزارها و تجهیزات مورد استفاده در پالتروژن ترموست
برای فرایند پالتروژن قالبهای فولادی برا ی تغییر شکل الیاف آغشته به رزین به شکل های مورد نظر استفاده می شوند. قالب ها مقطع عرضی ثابت در طول خودشان به منظور خارج شدن مواد خام از مدخل آن دارند. قالبها تا یک دمای خاص به صورت موضعی یا کامل برای پخت رزین ها گرم می شوند. هزینه های تجهیزات فوق مجموعا به قطعه و نیز حجم مواد مورد نیاز وابسته است.
اجزای تولید فرایند پالتروژن ترموست
اجزای تولید فرایند پالتروژن ترموست عبارتند از:
- قفسه الیاف
- حمام آغشته سازی
- شکل دهی اولیه
- قالب
- سیستم کشنده
- محصول نهایی
برای آشنایی بیشتر با الیاف مورد استفاده در ساخت کامپوزیت ها روی عنوان مقاله زیر کلیک کن.
مقاله الیاف مورد استفاده در ساخت کامپوزیت ها
شرح اجزای فرایند پالتروژن ترموست
قفسه الیاف
قفسه الیاف باید ویژگیهای زیر را داشته باشد
– تغذیه پیوسته فرایند را فراهم کند.
– متناسب با سرعت فرایند، الیاف باز شوند.
– ترتیب ورود الیاف لحاظ شده باشد
حمام آغشته سازی
آغشته سازی الیاف از اصول فرایند پالتروژن می باشد. چرا که خواص محصول بستگی به آغشته سازی الیاف دارد. متناسب با سرعت تولید، آغشته سازی کامل باید انجام شود. این مسئله بستگی به طول حمام و طرح آغشته سازی دارد. الیاف غیر پیوسته در اثر آغشته شدن به رزین، ضعیف می شوند. سیستم باید طوری طراحی شود که الیاف را از هم باز نکند. در بعضی از فرایندها از روش تزریقی جهت آغشته سازی استفاده می شود.
صفحات شکل دهی اولیه
در مواقعی که قطعه پیچیده می باشد و نیز گاهی برای گرفتن رزین اضافی، قبل از قالب، صفحاتی قرار می دهند که به آنها شکل دهی اولیه می گویند. قطعه قبل از ورود به قالب از این صفحات می گذرد. صفحات فوق تا حد ممکن نباید به الیاف آسیب برسانند. در یک فرایند ممکن است شکل دهی را در چند مرحله و با استفاده از چند صفحه شکل دهی اولیه انجام داد.
قالب پالتروژن
قالب، قلب فرایند پالتروژن محسوب می شود. اعمال حرارت و نیز فشار در قالب موجب شکل گیری و پخت قطعه می گردد. دمای قالب و سیستم پخت باید طوری تنظیم شود که قطعه در مدتی که از قالب میگذرد عمل پخت انجام شود.
سیستم کشش یا کشنده
تنظیم سرعت تولید توسط سیستم کشش صورت میگیرد سه نوع سیستم کشش وجود دارد:
- سیستم کشش تسمه ای نقاله ای
- سیستم کششی رفت و برگشت پیوسته
- سیستم کشش رفت و برگشت متناوب
امتیازات فرایند پالتروژن ترموست
- پالتروژن یک فرایند پیوسته است و می تواند کاملا اتوماتیک با قطعات پرداخت شده باشد. آن مناسب برای ساختن قطعات کامپوزیتی با حجم تولید زیاد هست. نمونه تولید سریع از 2 تا 10 فوت بر دقیقه هستند.
- پالتروژن برای الیاف و دستگاه های رزینی با هزینه کم به کار برده می شود. پس بنابراین یک فرایند کم هزینه برای تولید محصول تجاری است.
- از جمله مزاياي اين فناوري در صد الياف بالاي آن است و چون الياف بصورت طولي آرايش مييابند محصول داراي استحكام كشتي و فشاري بسيار بالايي است.
- همچنين سطح محصول نهايي كاملا صاف است و نيازي به فرآيندهاي تكميلي نيست.
- از اين قطعات ميتوان در كاربردهايي كه نياز به مقاومت خوردگي بالايي مانند سازههاي دريايي و كارخانجات شيميايي وجود دارد، استفاده نمود.
- این شیوه به خاطر سرعت بالا در آغشته كردن و پخت محصولات، اقتصادی می باشد.
- درصد مصرف رزین در سازه به دقت قابل كنترل می باشد.
- به خاطر استفاده از الیاف به صورت ریسمان (ساده ترین حالت الیاف)، قیمت الیاف مصرفی در حداقل ممكنه قرار دارد.
- به جهت دستیابی به بالاترین حد درصد الیاف موجود و همچنین استفاده از الیاف طولی در تمام سازه، خواص ساختی خیلی خوبی حاصل می شود.
- فضای آغشته شدن رزین می تواند بسته باشد بنابراین انتشار مواد فرار نیز محدود می شود.
محدودیت های فرایند پالتروژن
- مناسب برای قطعات با مقطع عرضی ثابت در طول خودش است. تولید شکل های پیچیده و مخروطی با پالتروژن نمی تواند انجام شود.
- با استفاده از پالتروژن قطعات با دقت بالا نمی تواند تولید بشود.
- قطعات با دیواره نازک نمی تواند تولید بشود.
- زوایای الیاف روی قطعات پالترود شده در حدود صفر درجه هستند. پارچه های استفاده شده دارای خاصیت دو جهته هستند.
- ساختارهای پیچیده نمی توانند با این فرایند تولید بشوند، زیرا خواص ها بیشتر محدود و وابسته به محور هستند.
- هزینه حدیده ها و استقرار تولید، تنها با تولید زیاد (10000 متر خطی) اقتصادی است.
پالتروژن ترموپلاستیک چیست؟
در فرایند پالتروژن ترموپلاستیک، الیاف های آغشته شده یا prepregs های ترمو پلاستیک از میان قالب کشیده می شود تا محصول نهایی بدست آید. به خاطر ویسکوزیته بالای رزین های ترمو پلاستیک، فرایند مشکل انجام می شود و نیاز به نیروی کششی زیادی دارد، و همچنین دمای بالایی برای فرآیند مورد نیاز می باشد. به عنوان مثال دمای لازم برای بعضی از رزین های ترموپلاستیك كه در صنایع هوافضا استفاده می شود، بیش از 750 درجه فارنهایت است در حالی كه برای رزین ترموست بین 250 تا 400 درجه فارنهایت است. یک نمونه دستگاه پالتروژن ترموپلاستیک در شکل 3 نشان داده شده است. کیفیت سطح به دست آمده در این فرایند نامرغوبتر از کیفیت سطح به دست آمده از پالتروژن ترموست است.

شکل 3: دستگاه پالتروژن ترموپلاستیک
کاربردهای اصلی قطعات تولید شده به روش پالتروژن ترموپلاستیک
این فرایند کاربرد تجاری کمتری دارد و علت آن هم کیفیت سطح نامرغوب، آغشته سازی ضعیف، و مشکل بودن فرایند در مقایسه با فرایند ترموست است. کامپوزیت های ترموپلاستیک مناسب برای کاربردهایی است که نیاز به اصلاح مجدد، چقرمگی بالا، قابلیت بازیابی، قابلیت تعمیر، و کارآیی بالا دارد. بیشترین موارد تولید شده در تجارت اینها میله، لوله های مستطیلی و دایروی، زاویه ها، نوارها، کانال ها، میله های مستطیلی، ودیگر شکل های مشابه با استفاده از این فرایند تولید می شوند. بعضی از کامپوزیت های ترموپلاستیک پالترود شده در شکل 4 نشان داده شده اند.

شکل4: کامپوزیت های پالترود شده ترموپلاستیکی
مواد خام اولیه مورد استفاده در صنعت پالتروژن ترموپلاستیک
عمده رزین ها می توانند در ترمو پلاستیک ها به عنوان ماده زمینه استفاده بشوند اما بیشترین مواد معمول استفاده شده نایلون، پلی پروپیلن، پلی اورتان، PEEK، PPS، PEI، هست. الیاف شیشه و الیاف کربن بیشترین موارد استفاده شده برای تقویت در این فرایند هستند. Prepregs ها، الیاف آغشته شده، و پودرهای آغشته کننده فوق الذکر به عنوان مواد زمینه و تقویت کننده استفاده می شوند.
تجهیزات در فرایند پالتروژن ترموپلاستیک
در این فرایند نیز مشابه فرایند پالتروژن ترموست از یک قالب فولادی که استفاده می شود. قالب برای فرایند پالتروژن یک عامل مهم به عنوان باریک کننده در مدخل ورودی برای به هم چسباندن ماده وارد شونده می باشد و نیاز به دمای زیادی دارد زیرا ترموپلاستیک یک فرایند دما بالا می باشد. طول قالب برعکس ترموست خیلی کمتر است، به این علت که زمان چرخه (سیکل زمانی) فرایند کمتر است. رزین های ترموست معمولا نیاز به پخت طولانی دارند و بنابراین قالب طویلی دارند. قالب معمولا دو قسمتی ساخته می شود، یکی برای سیستم گرمایشی (حرارت دادن) و دیگری برای سرد کردن می باشد.
ساختن قطعات در فرایند پالتروژن ترموپلاستیک
روش های استفاده شده در ساختن قطعه پالترود شده ترموپلاستیکی مثل ترموست می باشد. قطعات با کشیدن کامپوزیت از قالب گرم ساخته می شود. عمل چسباندن با رسیدن ماده به مقطع باریک کننده قالب شروع می شود و ادامه پیدا می کند تا وقتی که از قالب خارج شود. کامپوزیت جامد همچنین از بخش سرد کننده قالب نیز عبور می کند. سپس قطعه با طول خاصی برای استفاده، با ابزار برشی برش داده می شود.
مزیت های فرایند پالتروژن ترموپلاستیک
- در پالتروژن ترموپلاستیک از تنوع زیادی از مواد رزینی چون PP، NYLON، PPS، PEEK، PEI، پلی اورتان و غیره می توان استفاده کرد.
- بیشترین و مهمترین مزیت پالتروژن ترموپلاستیک قابلیت فرم پذیری مجدد، اصلاح پذیری آن است.
- قطعه به راحتی می تواند بازیابی شود.
محدودیت های فرایند پالتروژن ترموپلاستیک
پالتروژن ترموپلاستیک دارای محدودیت های مقایسه ای در نقطه مقابل خود با ترموست به قرار زیر است:
- فرایند کامپوزیت ترموپلاستیک در یک محیط پالتروژن به عنوان چالشی بزرگ است زیرا نیاز به حرارت و فشار بالا برای ترکیب شدن دارد.
- کیفیت نهایی سطح در حالت مقایسه ای با ترموست نامرغوبتر است.
- به علت ویسکوزیته بالای ماده رزین، مواد به راحتی حالت سیلانی ندارد. به این دلیل، تولید شکل های پیچیده خیلی مشکل هست.
- هزینه اولیه مواد خام برای پالتروژن ترموپلاستیک بالاتر از پالتروژن ترموست است.
- فرایند نیاز به سرمایه گذاری زیادی دارد.
نتیجه گیری در مورد پالتروژن و انواع روش های ساخت قطعات با آن
پالتروژن (Pultrusion) همان طوری که گفته شد، یکی از روش های ساخت انواع کامپوزیت ها می باشد. این روش با مواد اولیه پلیمری ترموپلاستیکی و ترموستی با انواع الیاف ساخت و تولید می شود و به دلیل پیوسته بودن این روش تولیدی یکی از محبوب ترین روش های تولید کامپوزیت در سراسر دنیا می باشد. به ترتیبی که در ایران نیز از حدود 15 سال پیش قطعات و مقاطع مختلف با روش پالتروژن ترموست ساخته شده است و قطعات و مقاطع مختلف با روش پالتروژن ترموپلاستیکی نیز از حدود سال های 91 با این ثبت اختراع در ایران انجام شده است که در این مطالعه پروفیل با مقطع دایره ای ساخته شده است که می توانید از لینک زیر ببینید.
ثبت اختراع پروفیل کامپوزیتی به روش پالتروژن ترموپلاستیک
لطفا در قسمت دیدگاه ها نظر خود را در مورد مقاله بنویسید و پیشنهاد تولید و انتشار مقاله هم اگه دارید عنوان مورد نظر خود را بفرستین.
تاریخ انتشار: “24 مرداد 1395”
تاریخ آپدیت: “23 اسفند 1400”
منبع:
https://www.sciencedirect.com/topics/materials-science/pultrusion
مقاله تخصصی قبلی سایت آگهی تخصصم اینه – در مورد کامپوزیت را می توانید با کلیک روی عنوان آن بخوانید.
همچنین همه مقاله های فنی و مهندسی و مهندسی مکانیک را با کلیک روی عنوان آن ها می توانید مطالعه کنید.
تولید محتوای تخصصی و خرید رپورتاژ آگهی (با ارسال در 20 شبکه اجتماعی و وبلاگ سایت) در سایت آگهی تخصصم اینه را (اینجا) مشاهده نمایید.
در فرم زیر نیز می توانید ایمیل خود را برای دریافت آخرین مقاله های سایت وارد نمایید.